
柔性电路板FPC丝网印刷工艺全解析:从银浆选型到精密套印的专业指南
分类:技术资讯 发布:横川崎 浏览:0
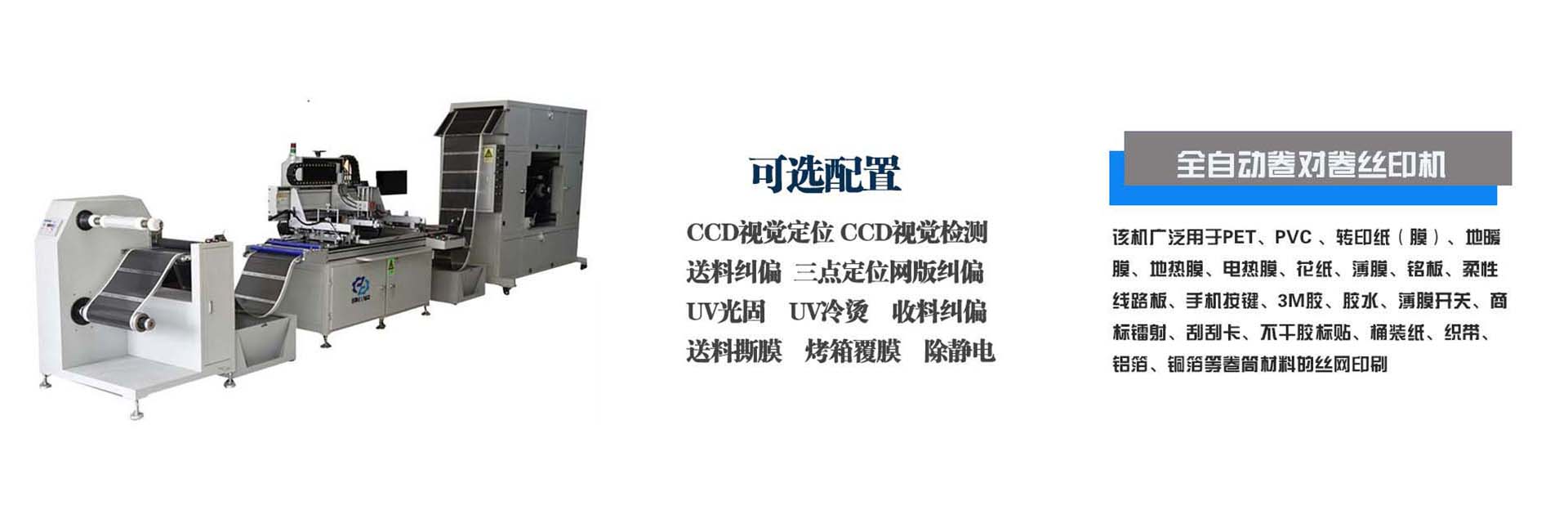
柔性电路板(Flexible Printed Circuit,FPC)因其轻薄可弯折、配线密度高、耐冲击振动等优越特性,已成为智能手机、可穿戴设备、医疗电子、汽车仪表及航空航天等高端领域不可或缺的核心器件。在FPC制造环节中,丝网印刷工艺承担着导电线路、绝缘保护层、碳浆按键、屏蔽层等关键功能层的精密沉积任务。与传统硬板(PCB)印刷相比,FPC柔性基材极薄(25~125μm聚酰亚胺PI或聚酯PET薄膜),受力易变形,对套印精度、张力控制、导电银浆配方的要求已达微米级。本文系统梳理FPC丝印工艺的核心技术要点,并重点介绍横川崎HCQ-5080全自动卷对卷丝印机如何以±0.025mm的工业级精度破解柔性基材印刷难题,为FPC制造商提供一站式精密印刷解决方案。

一、FPC柔性电路丝印的技术难点与挑战
1.1 基材特性带来的印刷挑战
FPC最常用的基材是聚酰亚胺(PI)薄膜和聚酯(PET)薄膜,厚度仅25~125μm,远薄于传统承印物。这种超薄柔性基材在丝印生产中会带来三大核心挑战:
· 变形定位难:PI/PET薄膜在卷绕、展开、输送过程中受张力不均影响极易产生横向偏移和纵向拉伸,导致多色套印精度难以保证。传统平面丝印机无法适应柔性卷材的连续生产模式。
· 套印精度要求苛刻:FPC导线宽度通常在0.1~0.5mm范围,线间距0.1~0.3mm,多色套印精度须控制在±0.02~0.05mm以内,超出此范围将导致线路短路或断路,直接影响电路功能。
· 张力管理精密:柔性薄膜对张力极为敏感,张力过大导致基材伸长变形使图案错位,张力过小导致基材起皱造成印刷缺陷。全程须保持张力波动在±0.5N以内,对设备张力控制系统要求极高。
1.2 导电油墨的特殊要求
FPC丝印所用导电油墨须同时满足导电性能与柔性适配两大维度的严苛指标:
· 导电性:导电银浆方阻要求≤20mΩ/□(1oz铜箔等效),高端FPC甚至要求≤10mΩ/□,确保信号传输损耗最小化。
· 耐弯折性:FPC在使用中须承受反复弯折,导电银浆固化后须能承受弯折半径R=1mm条件下20万次以上弯折而不断裂、不阻值突变(阻值变化率≤10%)。
· 低温固化:PI耐温可达280℃,但PET薄膜最高承受温度仅约150℃,且部分柔性器件集成了温度敏感元件,要求银浆固化温度控制在80~150℃范围内。
· 附着力:银浆须与PI/PET基材及绝缘油墨层之间具有≥4B级附着力(ASTM D3359百格测试),确保生产和使用中不发生脱落。
二、导电油墨体系——FPC丝印的核心材料
2.1 导电银浆的分类与选用
FPC丝印所用导电油墨以高纯度银浆为主流,辅以碳浆(用于按键触点、屏蔽层等成本敏感区域),选用时须根据具体应用场景综合考量:
|
油墨类型 |
银含量 |
方阻 |
固化条件 |
适用场景 |
|
高导银浆 |
75~85% |
5~15mΩ/□ |
120~150℃ x 20~30min |
FPC主导线、射频天线、RFID |
|
标准银浆 |
60~75% |
15~30mΩ/□ |
120~130℃ x 20~30min |
跳线、连接盘、普通导线 |
|
耐弯折银浆 |
65~75% |
20~40mΩ/□ |
100~130℃ x 20~30min |
折叠屏线路、可穿戴设备 |
|
碳浆 |
(碳粉+树脂) |
50~200Ω/□ |
100~120℃ x 15~20min |
按键触点、低成本屏蔽层 |
|
绝缘油墨 |
(绝缘树脂) |
绝缘电阻≥10¹²Ω |
120~150℃ x 20~30min |
线路保护层、层间绝缘 |
专业提示:FPC银浆粘度通常在5000~15000cP(25℃)范围,印刷前需恒温(23±2℃)处理至少2小时,并以低速搅拌(200~300rpm,30min)消除沉淀。粘度过低(<3000cP)导致银浆渗透扩散使线路宽度超标;粘度过高(>20000cP)导致网孔堵塞或下墨不足造成断线。
2.2 油墨粘度与印刷工艺的匹配
银浆粘度是影响FPC丝印线条精度的核心变量之一。根据FPC线宽要求,推荐以下粘度区间:
· 精细线路(线宽0.1~0.2mm):银浆粘度控制在8000~12000cP,配合高目数网版(325~400目),确保线条边缘清晰,无毛刺
· 常规线路(线宽0.2~0.5mm):银浆粘度控制在5000~8000cP,配合250~325目网版,兼顾导电性能与印刷效率
· 宽线/大面积填充(线宽>0.5mm):银浆粘度控制在3000~5000cP,配合180~250目网版,确保大面积均匀覆盖无针孔
三、网版工程——FPC精密印刷的基础
3.1 网版参数精确选型
FPC精密丝印的网版选型须兼顾过墨量足够、线条清晰、耐印力高三个维度,不同功能层对应不同网版规格:
|
功能层 |
网版目数 |
丝径 |
张力 |
感光胶厚度EOM |
|
超精细银浆线路(线宽0.1~0.2mm) |
325~400目不锈钢丝网 |
0.025~0.036mm |
25~30N/cm² |
8~12μm |
|
精细银浆线路(线宽0.2~0.5mm) |
250~325目不锈钢丝网 |
0.028~0.040mm |
22~28N/cm² |
10~15μm |
|
碳浆触点/绝缘层 |
200~250目聚酯网 |
0.040~0.055mm |
20~25N/cm² |
12~18μm |
|
屏蔽层/大面积覆盖 |
180~200目聚酯网 |
0.048~0.064mm |
18~22N/cm² |
15~25μm |
重要提醒:FPC丝印网版强烈推荐使用不锈钢丝网用于精细线路印刷。不锈钢丝网尺寸稳定性优于聚酯网3~5倍,在高张力(25~30N/cm²)下不易蠕变变形,能长期保持套印精度。每批次印刷前须用张力计检测网版四角及中心五点张力,各点偏差不超过±2N/cm²。
3.2 感光胶制版关键要点
FPC网版制版精度直接决定线路宽度和边缘清晰度,感光胶制版须严格执行以下规程:
1. 网版脱脂:新网版用洗衣粉溶液(浓度3%)双面打磨,高压水冲洗,40℃烘干,确保无油脂残留(验证:水膜测试,水在丝网表面均匀铺展无缩水)
2. 涂感光胶:使用重氮感光胶(高分辨率型),印刷面涂3遍、刮墨面涂2遍,每遍须在40℃烘干后再涂下一遍,确保胶层均匀。对于要求EOM精确控制的精细线路,推荐使用毛细感光胶片(CPS),精度可控制在±1μm。
3. 晒版曝光:采用真空曝光机,确保菲林(药膜面朝丝网印刷面)与网版紧密贴合,抽真空至负压-0.08MPa以上。曝光量以阶调测试版(Stauffer-21步测试尺)第7~8级显影后仍有感光胶残留为准(曝光量约800~1200mJ/cm²),曝光不足导致线条边缘模糊;曝光过度导致精细线路变细或断线。
4. 显影与检验:20~25℃清水显影60~90秒,高压水枪(压力2~3bar)从网版印刷面冲洗,确保图案区域网孔完全通透。干燥后用背光台逐一检查:图案边缘是否清晰、有无沙眼/堵孔/断线,合格品涂封网浆修补边缘毛刺后方可投入生产。

四、印刷工艺参数精调——微米级精度的实现路径
4.1 刮板参数优化
刮板是丝印过程中直接决定下墨量、线条清晰度和套印精度的核心执行部件,FPC精密印刷对刮板参数要求极为严格:
· 刮板材质与硬度:选用聚氨酯(PU)刮板,硬度75~85度肖氏A(硬度较高,有利于精细线路边缘清晰度,防止刮板形变导致线条扩展)。刮板边缘须磨制成直角(90°),锋利无缺口。
· 刮板角度:70~80°,较大的刮刀角度使刮板以较小的接触面积划过网版,减少银浆横向扩展,有效控制线宽精度。角度每减小5°,线宽约增加2~5μm。
· 刮板压力:0.15~0.30MPa,以刚好能将网版与基材充分接触完成转移为原则,过大压力是导致柔性薄膜变形拉伸、破坏套印精度的首要原因。
· 印刷速度:80~150mm/s,在保证生产效率的前提下,精细线路(线宽小于0.2mm)建议降至80~100mm/s,以确保银浆充分填充细小网孔。
· 网距(离版距):0.5~1.5mm(远小于普通丝印),FPC基材薄而柔,网距过大会导致基材随网版弹起时偏移,影响套印。
· 刮板更换频率:每印刷5000~8000次后检查刮板边缘磨损情况,若出现1mm以上缺口或弧面磨损须立即更换,否则将导致线宽超差和下墨不均。
4.2 套印精度保障技术
FPC多色套印精度控制是整个丝印工艺中技术难度最高的环节,横川崎HCQ-5080通过多重精度保障机制将套印误差控制在±0.025mm:
· 德国SICK微米级电眼追踪系统:实时检测基材上的注册标(Register Mark),精度达微米级,自动纠正纵向走料偏差,确保每印一色时基材位置准确。
· 日本安川伺服电机驱动:送料精度±0.01mm,消除步进电机的累积误差,从根源上保障纵向套印精度。
· CCD视觉对位系统(选配):对于超精细线路(线宽小于0.15mm),可搭配CCD摄像头实现闭环视觉对位,系统自动识别基准点,自动补偿横向偏移,套印精度可达±0.01mm。
· 精密张力控制:放料、印刷区、收料三段独立张力控制,张力波动±0.5N以内,彻底消除因张力波动引起的基材伸缩变形。
生产调试建议:每次换版或更换材料批次后,须先用标准测试图案(含十字套印标记)印刷5~10米测试卷,用10倍放大镜或CCD检测仪测量套印偏差,确认各色套印误差均在±0.03mm以内后方可转入正式生产。

五、固化工艺——导电性能的最终保障
5.1 热固化工艺参数
FPC银浆固化质量直接决定线路导电性、附着力和耐弯折性能。不同类型的导电银浆对固化工艺有不同要求,须严格执行以下参数:
|
银浆类型 |
固化温度 |
固化时间 |
升温曲线要求 |
固化后方阻检验 |
|
高导银浆(PI基材) |
130~150℃ |
25~30min |
以5℃/min升至目标温度,防止银粒子烧结不均 |
≤15mΩ/□ |
|
耐弯折银浆(PET基材) |
120~135℃ |
20~25min |
不超过PET热变形温度(≤140℃),分段升温 |
≤25mΩ/□ |
|
碳浆触点 |
120~130℃ |
15~20min |
均匀固化,防止碳浆表面起泡 |
≤100Ω/□ |
|
绝缘保护油墨 |
130~150℃ |
20~30min |
确保表干与完全固化,避免未固化树脂迁移 |
绝缘电阻≥10¹²Ω |
5.2 横川崎HCQ-5080烘道系统技术优势
横川崎HCQ-5080全自动卷对卷丝印机配备40~60米超长循环热风烘道,专为高精度FPC银浆固化设计,具备以下独特优势:
· 分区独立控温:烘道分为6个温度控制区段,每段独立PID控温,温度均匀性达±2℃,彻底消除局部过热或欠固化问题
· 循环热风设计:水平层流热风循环,确保银浆中溶剂挥发产物被及时排出,防止挥发物在烘道内富集影响固化效果或产生安全隐患
· 长烘道充足固化时间:在生产速度5~10m/min条件下,60-80米烘道提供6~12分钟固化时间,充分保障各类银浆的完全固化,无需二次烘烤
· 温度实时监控与记录:PLC系统实时记录烘道温度曲线,自动报警并停机处理温度超限问题,确保每卷产品的固化工艺一致性和可追溯性

六、常见问题诊断与解决方案
6.1 断线/缺墨
原因分析:网版网孔堵塞(银浆干燥过快或颗粒过大)、刮板压力不足、银浆粘度过高、感光胶厚度不均导致局部网孔浅。
解决方案:①检查银浆粘度并适量稀释至合理范围;②每50~100印次检查并清洁网版一次(用溶剂棉签轻擦堵孔处);③适当增加刮板压力0.02~0.05MPa;④重新制版,精确控制感光胶厚度均匀性(各点偏差≤2μm)。
6.2 线条扩展(线宽超标)
原因分析:银浆粘度偏低导致流淌、刮板硬度过低导致形变压扩、刮板角度过小、网距过大。
解决方案:①提高银浆粘度至合理上限;②换用更高硬度(80~85度肖氏A)刮板;③增大刮板角度至70~80°;④减小网距至0.5~1mm范围。
6.3 套印偏差超标
原因分析:张力控制不稳(基材伸缩变形)、网版安装位置偏移、追踪系统灵敏度不足、基材切边不直。
解决方案:①重新校准各段张力,确保放卷/收卷张力差≤20%;②重新校正网版安装位置,以基准定位孔为参考重新对版;③检查SICK电眼追踪灵敏度设置,必要时清洁传感器镜面;④更换边缘平直的合格基材。
6.4 附着力不足(划格测试失败)
原因分析:基材表面有油脂/静电吸附灰尘、固化温度偏低或时间不足、银浆与基材不兼容。
解决方案:①印前用无水乙醇棉布擦拭基材表面;②对PI基材增加电晕处理(表面能提升至50mN/m以上);③复查烘道温度校准,适当延长固化时间10~15%;④更换与基材匹配的专用银浆型号,必要时涂覆底涂液(Primer)。
七、横川崎HCQ-5080全自动卷对卷丝印机——FPC印刷最优解
面对FPC柔性电路丝印的重重技术挑战,横川崎HCQ-5080全自动卷对卷丝印机以系统化的精度解决方案脱颖而出,成为国内FPC制造商首选的专业设备:
|
核心性能参数 |
HCQ-5080技术指标 |
行业一般水平 |
|
套印精度 |
±0.025mm(25微米) |
±0.05~0.10mm |
|
追踪系统 |
微米级电眼+CCD高清视觉 |
国产普通电眼 |
|
驱动系统 |
日本安川伺服电机+台湾广用减速机 |
步进电机或普通伺服 |
|
烘道长度 |
40~60米(客制化) |
10~20米 |
|
控制系统 |
PLC+中文触摸屏+故障自诊断 |
基础PLC控制 |
|
适用基材 |
PI/PET/FPC/ITO膜/转印膜等 |
PET/PVC常规薄膜 |
|
可定制化 |
可按客户需求定制幅宽/烘道/精度配置 |
标准机型 |
横川崎客户案例:某知名FPC制造商采用横川崎HCQ-5080设备后,导线印刷线宽精度从±0.08mm提升至±0.025mm,套印偏差从±0.06mm降至±0.025mm,产品一次合格率从83%提升至97.5%,年产能提升40%,直接助力客户拿下国际知名智能手机品牌的FPC供应商资格。
结语
柔性电路板FPC的丝网印刷工艺,是精密机械、材料科学与工艺控制三者高度交融的技术领域。从导电银浆的配方优化,到网版的精密制作,再到刮板参数的微调与烘道固化的精准控制,每一个环节都决定着FPC最终的导电性能与可靠性。随着消费电子、汽车智能化、可穿戴设备市场的快速扩张,FPC的需求将持续井喷,对丝印设备的精度、效率与稳定性要求也将不断提高。横川崎深耕丝印设备领域十余年,以自主研发的全自动卷对卷丝印机系列为FPC制造商提供从设备选型、工艺调试到售后支持的全生命周期服务,是您FPC精密印刷事业升级的最佳合作伙伴。
本文所引用产品图片来源于网络,若有侵权请联系删除。
上一篇 :导电碳浆丝网印刷技术全解析——从材料配方到精密工艺参数
下一篇:返回列表
相关新闻
- 柔性电路板FPC丝网印刷工艺全解析: 2026-04-06
- 导电碳浆丝网印刷技术全解析——从 2026-04-02
- LED灯带丝网印刷技术全解析:阻焊层 2026-04-01
- 防伪标签丝网印刷技术详解:油墨选型 2026-03-30
- SBR汽车柔性传感器丝网印刷全解析: 2026-03-29
- 电热膜/发热片丝网印刷技术全解析: 2026-03-28
- 硅胶厚膜热转印膜丝网印刷全攻略:工 2026-03-27
- 触膜按键电路丝印工艺全解析:从材料 2026-03-27
- 智能标签丝印全解析:从天线设计到量 2026-03-26
- 薄膜开关丝印设备选型指南:全自动丝 2026-03-25

