
卷对卷全自动丝印机PCPVC不干胶自发光指示牌的丝网印刷工艺
分类:技术资讯 发布:横川崎 浏览:0
一、自发光指示牌的技术背景与市场前景
自发光指示牌是一种利用蓄光型发光材料制成的被动式安全标识产品,其核心原理是通过稀土激活的发光材料,在可见光或紫外光照射下吸收光能,在暗处持续释放冷光,实现“光致发光”的物理过程。与传统依赖市电的电子指示牌不同,自发光指示牌无需外接电源、无需布线施工,在完全黑暗环境中可持续发光超8小时,真正实现“断电不中断指引”。
PCPVC不干胶自发光指示牌以柔性PVC薄膜为基材,背面涂布高性能压感胶,具备即揭即贴的便捷特性。该类产品广泛应用于商场消防疏散通道、酒店客房走廊、写字楼疏散通道、医院病房区、学校教学楼、地铁站、电影院、工厂车间、仓库及地下车库等人员密集场所的消防安全标识系统,是现代建筑安全管理中不可或缺的关键基础设施。随着GB 13495.1-2015《消防安全标志》及GB/T 2893.5-2020等国家标准的不断完善,自发光指示牌的市场需求持续增长,对印刷工艺和生产设备提出了更高的要求。

二、自发光材料技术原理与蓄光机制
2.1 长余辉发光材料的物理机制
当前主流的自发光材料为稀土激活的长余辐材料(SrAl₂O₄:Eu²⁺,Dy³⁺),其发光机制基于晶体中的稀土离子(Eu²⁺和Dy³⁺)作为激活剂和蓄光中心。当材料受到可见光或紫外光激发时,Eu²⁺离子从基态跳过到激发态,部分能量被Dy³⁺离子捕获并储存于材料的能级陷阘中。当光源撤离后,储存的能量以发光形式缓慢释放,产生持续的余辐发光。二代材料的余辐时间可达4小时,远超一代硫化材料(仅30分钟至2小时),且不含放射性元素,化学性质稳定,可重复充放吸收循环使用超10年。
2.2 PVC不干胶基材的特性要求
PCPVC不干胶自发光指示牌采用多层复合结构,自上而下依次为:透明保护层、发光层(含蓄光材料)、白底层、胶黏层及离型纸层。其中发光层是核心功能层,由PVC树脂(50%~60%)与长余发光粉(40%~50%)复合而成。白底层的作用是反射光线,避免发光层吸收的光能被底材吸收消耗,可显著提升发光亮度。胶黏层采用高性能压感胶,可牢固粘贴于金属、玻璃、塑料、涂料墙面等多种基材表面。户外型产品需选用耐候性优异的PVC材料,能够在-20℃至60℃温区内保持性能稳定,并承受紫外线直接照射。

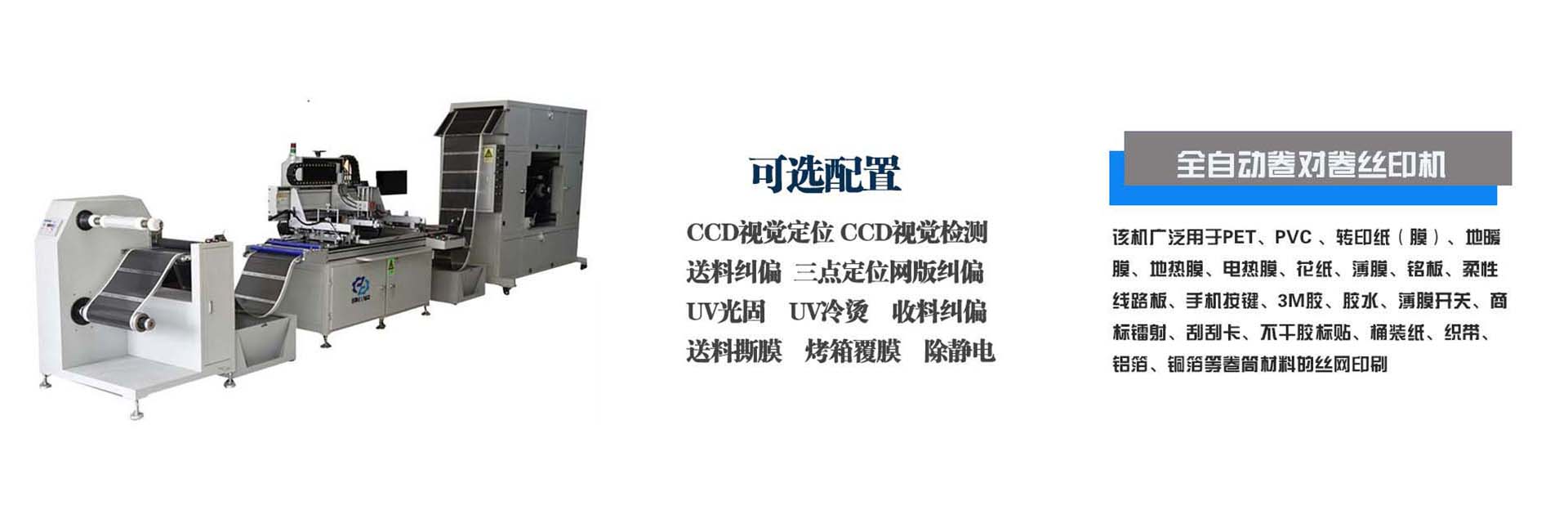
横川崎HCQ-5080全自动卷对卷丝印机主机
三、蓄光油墨的配制与性能要求
蓄光油墨是自发光指示牌丝网印刷的核心功能材料,其配制质量直接决定了产品的发光性能与印刷适应性。一个优质的蓄光油墨需兼顾发光亮度、附着力、印刷适应性与耐候性多个维度。
3.1 油墨配方体系
以PVC专用油墨为基料,蓄光材料添加比例通常为60%油墨对40%发光粉,也可根据亮度需求调整至50:50。发光粉的粒径需控制在200~400目范围,粒径过大会堵塞网孔,过小则发光效率下降。配方中需添加气相二氧化硅作为防沉淀剂,防止发光粉体因密度较大(3.6~4.1)而下沉。同时加入流平剂、消泡剂及紫外线吸收剂等助剂,提升油墨的工艺适应性与耐候性。配制时应采用高速搅拌方式使发光粉均匀分散,严禁使用研磨手段,以免破坏发光晶体结构。
3.2 油墨粘度与印刷适应性
蓄光油墨的粘度控制在3000~5000cP范围较为适宜。粘度过低(小于1000cP)会导致油墨渗透网版,印刷图文边缘扩散;粘度过高(大于5000cP)则易引发堵网,难以均匀转移。印刷过程中应根据承印物材质与印刷速度,用稀释剂动态调整油墨粘度。值得注意的是,严禁向蓄光油墨中添加重金属化合物添加剂,否则会与发光粉体发生化学反应,导致发光性能衰减。
四、丝网印刷工艺流程详解
4.1 网版制作与目数选择
自发光指示牌的丝网印刻对网版目数有特殊要求。由于蓄光粉体粒径较大(通常200目以上),网版目数选择80~150目较为适宜,其中80~120目可取得较佳的发光效果。网版张力控制在20~25N/cm²,张力偏差不超±5%,确保印刷时网版形变小、图案精度高。感光胶层厚度建设为15~25μm,较厚的感光胶层有助于获得更厚的墨层,从而提升发光亮度。制版时网框每边尺寸应大于实际印刷尺寸8~15cm,以保证印刷行程和网版回弹力。
4.2 划印工艺参数控制
划板参数的精准控制是保证发光层质量的关键。划板硬度应选择70~85度肖氏A,刃口磨制90°直角,保持锋利无缺口。划印角度建设60~75°,角度越小下墨量越大,适合需要较厚墨层的发光层印刷。划印压力控制在0.15~0.30MPa,以刚好完成油墨转移为准,压力过大会导致柔性薄膜变形。印刷速度60~200mm/s,精细图文建议降至80~100mm/s,确保蓄光油墨充分填充网孔。环境条件应控制在温度20~26℃、湿度50%~70%,减少基材热胀冷缩和油墨粘度波动。

横川崎全自动卷对卷丝印机印刷主机近景
4.3 多层叠印与固化工艺
由于单次丝印墨层较薄,蓄光不足,需采用多次叠印工艺提升墨层厚度。工程实践表明,墨层厚度控制在130~150μm时发光效果最佳,采用80目丝网印刷两遍即可达此厚度。每印一遍后需立即进行固化处理,待表干后再印下一遍,严禁出现分层现象。固化方式可根据油墨体系灵活选择:UV固化方式利用紫外光瞬间固化,效率高且无溶剂;热固化方式在80~130℃下烘烤15~20分钟,严禁超过150℃,否则会永久破坏发光粉晶体结构。完成发光层印刷后,应罩印透明亮光清漆,隔绝水汽、防止发光粉水解失效。
五、卷对卷自动化印刷的技术优势
传统的半自动或手动丝网印刷方式在生产自发光指示牌时存在产能低、一致性差、套色精度不足等显著缺点。卷对卷(Roll-to-Roll, R2R)全自动化丝印技术以其连续化、高效率、高精度的特点,正成为自发光指示牌规模化生产的首选方案。卷对卷工艺将放料、除尘、印刷、品检、烘烤、收卷等工序一体化集成,实现了从卷装原材到成品卷料的全自动连续生产。
其核心优势体现在以下几个方面:首先,伺服电机驱动的精密张力控制系统确保柔性PVC薄膜在高速运行中保持平整,避免拉伸变形与褰皱;其次,微米级电眼追踪系统实时检测基材上的对位标记,多色套印精度可达±0.025mm,确保发光层与底色层的精准对准;再者,内循环热风烘道长达40~60米,可实现低温长时间烘烤,保障印材不收缩变形,特别适合多色印刷。此外,自动除尘辏、静电消除装置及真空吸顰平台等辅助系统的配备,进一步提升了印刷品质。
六、横川崎HCQ系列全自动卷对卷丝印机的核心优势
面对自发光指示牌从样品到量产的跨越,深圳市横川崎精密机械有限公司凭借十余年深耕丝印设备领域的专业积累,以HCQ-5080为代表的全自动卷对卷丝印机系列,以系统化的精度解决方案在国内自发光标识制造设备市场脱颖而出。

横川崎HCQ系列全自动卷对卷丝印机整机外观
6.1 核心性能参数
HCQ-5080全自动卷对卷丝印机的核心性能指标如下表所示:
6.2 六大核心技术优势解析
■ 微米级追踪对位系统:标配德国SICK/日本神视微米级电眼,实时检测基材上的标记,精度达微米级,配合CCD高清镜头实现双重对位,多次卷印套印精度稳定可控。
■ 伺服驱动高精密输送:印刷与辈送均采用日本安川伺服电机驱动,结合台湾广用高精密减速机,印刷、回墨距离和速度均可随意调节,材料辈送位置准确,真正实现点动点停。
■ 智能化控制系统:全系统通过台湾威伦触摸屏结合日本松下PLC程序控制,操作简单易学,配备故障自动诊断功能,触摸屏实时显示停机原因及解决方案。
■ 防静电与除尘系统:印刷台板表面纳米材料防静电处理,降低台板静电对印刷材料的吸附力;配备自动除尘辏,可自动清除材料表面灰尘,清水擦拭即可重复使用。
■ 自动离网与预警装置:具备设定长度离网功能,可根据网版大小和油墨稀浓设定距离离网,防止印刷材料粘网;当材料印刷完毕或达到设定数值或机器出现故障时,声光预警并自动停机。
■ 烘道工艺集成:烘箱占地面积小、烘烤距离长,内循环热风干燥,四面分区加热,数显温控器单独控制,温度均匀稳定,可实现低温长时间烘烤,保障印材不收缩变形,利于多色印刷。
七、常见工艺问题与解决方案
在自发光指示牌的丝网印刷生产中,常见的工艺问题及其解决方案如下:
八、结语
PCPVC不干胶自发光指示牌的丝网印刷是一项系统化工程,从蓄光材料选型、油墨配制、网版制作到印刷参数控制、固化工艺,每一个环节都需要精准的技术控制。随着消防安全标识市场的持续扩大和产品质量要求的不断提升,传统的半自动、手动印刷方式已难以满足规模化生产的需求。卷对卷全自动化丝印技术以其高精度、高效率、高一致性的优势,正成为行业发展的必然趋势。
横川崎HCQ系列全自动卷对卷丝印机凭借其德国SICK/日本神视电眼追踪、日本安川伺服电机驱动、CCD视觉对位等核心技术,以±0.025mm的套印精度和最高4500印次/时的印刷速度,为自发光指示牌从实验室样品走向规模化商品提供了可靠的制造平台。对于那些希望在消防安全标识领域占据一席之地的企业而言,选择一台成熟、稳定、可扩展的卷对卷丝印设备,正是迈出量产化关键一步的最佳起点。
──────────────────────────────────────────────────────────
本文所引用产品图片来源于网络,若有侵权请联系删除。
上一篇 :横川崎全自动卷对卷丝印机PCPVCPET家电面板面贴丝印机
下一篇:返回列表
相关新闻
- 卷对卷全自动丝印机PCPVC不干胶自 2026-07-13
- 横川崎全自动卷对卷丝印机PCPVCPET 2026-07-11
- SBR柔性传感器安全带提醒电路印刷 2026-07-10
- 数码管显示膜扩散膜丝网印刷工艺全 2026-07-09
- 汽车电动车不干胶贴纸印刷设备|CCD 2026-07-08
- 横川崎HCQ全自动卷对卷丝印机柔性 2026-07-07
- 横川崎 HCQ 全自动卷对卷丝印机,彩 2026-07-06
- 石墨烯 PTC + 恒功率膜量产解决方 2026-07-04
- 横川崎全自动卷对卷丝印机儿童早教 2026-07-03
- 防伪标签厂升级利器,卷对卷全自动丝 2026-07-02

