
横川崎全自动丝印机PTC石墨烯电热膜丝印技术
分类:技术资讯 发布:横川崎 浏览:0
横川崎全自动丝印机PTC石墨烯电热膜丝印技术
——从材料原理到丝网印刷工艺的全面解析
一、引言:当石墨烯遇见PTC效应
在全球节能减排与绿色制造的浪潮下,新型电热转换材料正经历一场深刻的技术变革。传统发热材料如PTC陶瓷、电热丝等,存在能耗高、响应慢、体积大、柔性差等固有缺陷,已难以满足现代应用对高效、节能、轻薄、柔性的综合性能要求。石墨烯——这种由单层碳原子构成的二维材料,凭借其卓越的导电性(载流子迁移率达2×10⁵ cm²/V·s)、超高热导率(5000 W/m·K)以及优异的机械柔韧性,正在成为替代传统发热材料的理想候选。
更为关键的是,当石墨烯与聚合物基体复合并引入PTC(Positive Temperature Coefficient,正温度系数)效应后,材料在温度升高至居里点时电阻率可急剧增加3~5个数量级,实现自限温功能。这一特性从根本上消除了传统电热膜局部过热的安全隐患,使PTC石墨烯电热膜成为兼具高效发热与智能温控的新一代安全发热材料。
丝网印刷技术作为电热膜量产制造的核心工艺,无论是碳浆发热层、银浆导电电极、绝缘保护层,还是石墨烯复合导热层,均通过精密丝印工序逐层叠加在PET/PI基材上,最终形成功能完整的电热膜产品。本文将从PTC效应原理、石墨烯电热膜结构、丝印工艺全流程、关键设备参数以及应用前景等维度,对PTC石墨烯电热膜丝印技术进行系统、深入的技术解析。
二、PTC效应的物理机制与石墨烯实现路径
2.1 PTC效应的基本原理
PTC(Positive Temperature Coefficient,正温度系数)效应是指材料的电阻率随温度升高而急剧增大的现象。在导电聚合物复合材料(CPCs)中,当温度上升至特定转变点——居里温度时,电阻率可增加10³~10⁵倍。衡量PTC效应性能的关键参数包括:
渗流阈值:导电填料使材料导电性发生突变的临界含量值,直接影响材料成本与性能平衡。
居里温度:电阻率急剧增大的特定温度点,决定了电热膜的自限温温度。
PTC强度:最大电阻率与室温电阻率比值的对数值(I_PTC = lg(ρ_max/ρ_RT)),高结晶度聚合物基体可达7个数量级以上。
PTC重现性:在多次冷-热循环过程中,导电网络抵抗自行重构并保持良好PTC效应的能力,是工程应用的关键指标。

2.2 PTC效应的三种理论模型
学术界对PTC效应的产生机制提出了三种主流理论模型:
(1)热膨胀模型:当温度升高时,聚合物基体与导电填料的热膨胀系数存在显著差异,基体体积膨胀破坏了导电粒子间的接触通路,导致电阻急剧上升。该模型适用于基体与填料热膨胀系数相差较大的体系。
(2)微晶薄膜模型:低温时,导电填料存在于非晶相或晶相/非晶相界面,导电链密度大;升温时晶区熔化,填料扩散到新增非晶区,有效导电链密度降低,隧道效应无法产生,电阻剧增。该模型适用于高结晶度聚合物基体的CPCs。
(3)聚集态结构变化模型:结合了前两种模型的核心思想,认为升温时晶相向非晶相转变,填料向熔融态晶相迁移,导致原非晶区导电粒子浓度降低,同时基体受热膨胀破坏导电网络。此理论应用最为普遍。
2.3 石墨烯基PTC材料的实现路径
在石墨烯基PTC导电油墨中,石墨烯片层作为导电填料分散于聚合物树脂基体中。低温时,石墨烯片层相互搭接形成致密的三维导电网络,电子通过直接接触和隧道效应实现传导;当温度升至居里点附近,聚合物基体的热膨胀使石墨烯片层间距增大,部分导电通路断裂,电阻率急剧上升,从而实现自限温功能。
通过调控石墨烯的种类与含量、树脂基体的结晶度与热膨胀系数、以及添加辅助填料(如碳纳米管),可以精确调节PTC石墨烯电热膜的居里温度、PTC强度和重现性,满足不同应用场景的温控需求。
三、PTC石墨烯电热膜的层叠结构设计

PTC石墨烯电热膜采用精密的多层复合结构设计,由内至外各层功能如下:
|
层次 |
材料 |
功能说明 |
|
外层封装 |
PET密封袋 |
防潮、绝缘、机械保护 |
|
粘合层 |
热熔胶膜(EVA) |
层间粘结与绝缘 |
|
电磁屏蔽层 |
导电碳浆+金属载流条 |
屏蔽电磁干扰,吸收泄漏电流 |
|
绝缘基材 |
PET/PI薄膜(50-150μm) |
电绝缘与机械支撑 |
|
发热层 |
PTC石墨烯碳浆 |
核心发热功能层,实现PTC自限温 |
|
导电电极 |
银浆(Ag浆) |
低阻导电汇流,均匀分配电流 |
|
粘合层 |
热熔胶膜(EVA) |
层间粘结与绝缘 |
|
外层封装 |
PET密封袋 |
防潮、绝缘、机械保护 |
其中,PTC石墨烯碳浆发热层是整个电热膜的核心功能层。该层浆料通常包含石墨烯A(0.5-2份)、石墨烯B(0.1-0.5份)、树脂(15-35份)、填料(15-35份)等组分,通过精密的丝网印刷工艺涂覆在PET基材上,经固化后形成均匀的发热电路。银浆导电电极层印制在发热层之上,起到低阻抗汇流和均匀分配电流的作用,确保电热膜面内发热均匀性,表面温差可控制在2°C以内。
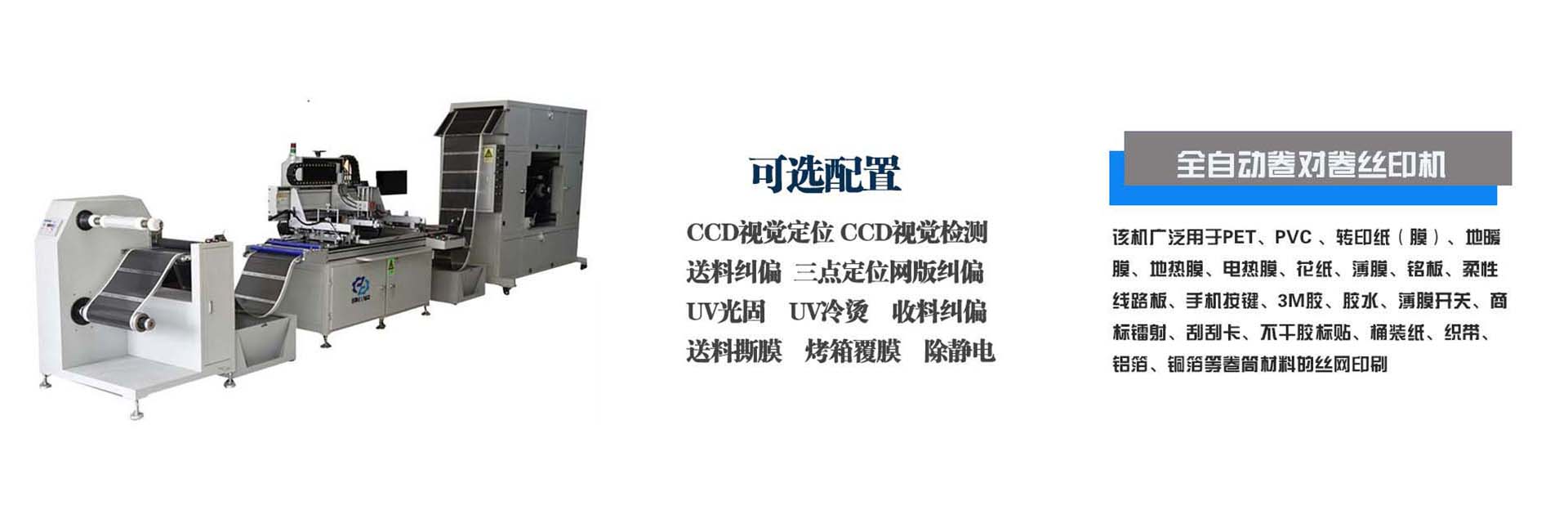
四、横川崎全自动丝印机丝网印刷工艺全流程解析
横川崎HCQ电热膜全自动丝印机

图3:全自动卷对卷丝印机——PTC石墨烯电热膜量产核心设备
横川崎HCQ电热膜覆合机

4.1 前期准备阶段
基材选型与检查:选用符合电热膜等级要求的PET或PI薄膜基材,厚度通常为50-150μm。进料前需检查基材表面洁净度、平整度与张力均匀性,避免褶皱、划痕和异物残留。基材含水率应控制在0.5%以下,防止印刷时产生气泡和附着力下降。
浆料配制与检测:PTC石墨烯碳浆的粘度一般控制在8000-15000 mPa·s(25°C),细度≤25μm,方阻根据功率需求精确调配(常用60±10Ω/sq或220±20Ω/sq)。银浆粘度控制在5000-10000 mPa·s,确保印刷流畅性和导电性。浆料使用前需充分搅拌并真空脱泡处理。
网版制作:采用不锈钢丝网或聚酯丝网,目数通常为200-325目。感光乳剂涂布厚度控制在15-25μm,曝光显影后图案边缘清晰、无锯齿。网版张力控制在20-25N/cm²,确保印刷精度。
4.2 印刷工序
电热膜的丝印生产采用逐层叠印的方式,按照严格的设计顺序依次印刷各功能层:
第一层:PTC石墨烯发热层印刷
在基材反面印刷PTC石墨烯发热碳浆,形成发热电路图案。此层是核心功能层,印刷均匀性直接影响发热功率的一致性和PTC效应的可靠性。印刷参数需严格控制:刮刀角度70°-80°,印刷速度60-100mm/s,固化温度150-160度,墨层厚度控制在8-10μm(干膜)。印刷后需进行电阻在线检测,确保方阻值在设计公差范围内。
第二层:银浆导电电极印刷
在发热碳浆层之上印刷银浆导电电极。银浆层与发热碳浆层的对位精度直接影响电流分配的均匀性,要求对位误差控制在±0.08mm以内。银浆印刷后同样需经过烘干固化,固化温度130-160°C。
4.3 后处理工序
热压复合:将印刷好的膜片与金属载流条(铜箔载流条)和热熔胶膜进行热压复合。将载流条与发热层连接(载流条接触银浆层而非碳浆层)。
电源线接驳:使用冷压端子或焊接工艺进行电源线连接。电磁屏蔽层的载流条接零线,发热层的载流条分别接零线和火线。接驳完成后做好绝缘处理。
最终封装:将接驳好电源的电热膜放入PET密封袋中,使用高频封口机封口,真空抽气机抽空袋内空气,确保产品的防潮性和绝缘性。
分切裁切:根据成品尺寸要求,通过自动分切机裁切基材,切口整齐无毛刺,避免电路边缘破损。

图4:PTC石墨烯电热膜成品——印有碳浆电路与银浆电极的柔性发热膜
五、关键设备与质量控制
5.1 核心设备参数要求
电热膜的丝印量产对设备精度和稳定性提出了极高的要求。以行业代表性的全自动卷对卷丝印机为例,核心设备参数如下:
|
参数项 |
入门级标准 |
量产级要求 |
|
进料宽度 |
560-700mm |
600-1000mm |
|
对位精度 |
±0.1mm以内 |
±0.08mm以内 |
|
干燥温控精度 |
±5°C |
±2°C |
|
浆料兼容性 |
全系列兼容 |
值得注意的是,入门级设备虽具备基本印刷能力,但在对位精度、温控精度和浆料兼容性等方面与量产级要求存在显著差距。
5.2 质量控制关键指标
|
检测项目 |
控制指标 |
检测方法 |
|
方阻均匀性 |
偏差≤±10% |
四探针方阻测试仪多点采样 |
|
附着力 |
0级(最高级) |
百格测试法(ISO 2409) |
|
冷热循环稳定性 |
电阻变化率≤5% |
-25°C~80°C循环100次 |
|
表面温差 |
≤3°C |
红外热像仪全幅面扫描 |
|
电热转换效率 |
≥99% |
精密功率计+热流计 |
|
PTC强度 |
I_PTC ≥ 3 |
阶梯升温电阻测试 |
六、PTC石墨烯电热膜的发热原理与性能优势
6.1 电热转换与远红外辐射
PTC石墨烯电热膜的发热过程分为两个阶段:第一阶段,在通电条件下,电热膜中的碳分子在电阻中产生声子、离子和电子,碳分子团之间相互摩擦、碰撞(布朗运动),将电能转化为热能;第二阶段,产生的热能以5-14μm波长的远红外线辐射方式均匀散发。该波段与人体自身辐射波长相近,被称为“生命光波”,能够直接被皮肤和衣物吸收并产生共振升温。
石墨烯电热膜的电热转换效率可达99%以上,其中60%以上的热量通过远红外线辐射散发,空气热损耗减少30%,实现了真正的即开即热与高效节能。相比传统对流式取暖设备,远红外辐射加热使人体和物体首先得到温暖,综合舒适度显著优于对流供暖方式。
6.2 PTC自限温的安全优势
PTC效应赋予了石墨烯电热膜独特的自限温安全特性。当膜面温度升至居里温度时,聚合物基体膨胀破坏导电网络,电阻急剧增大,自动降低发热功率,无需外部温控器即可实现恒温运行。这一特性从根本上消除了传统电热膜局部过热、干烧起火的安全隐患,特别适用于无人值守的长时间运行场景,如地暖系统、管道保温等。
此外,石墨烯电热膜具有整体发热性——即使膜面局部破损或被裁切,只要正负极仍能连通,剩余部分仍可继续发热,故障容错率远高于传统金属丝发热膜。
七、应用领域与市场前景
PTC石墨烯电热膜凭借其高效节能、安全自限温、柔性轻薄和远红外健康理疗等综合优势,正在多个领域快速渗透:
7.1 建筑采暖
石墨烯电地暖市场规模同比增长68%,预计三年内将占据中高端采暖市场40%以上份额。PTC自限温特性使地暖系统无需担心覆盖物导致局部过热,远红外辐射采暖的舒适性和健康属性成为高端住宅和被动式超低能耗建筑的优选方案。
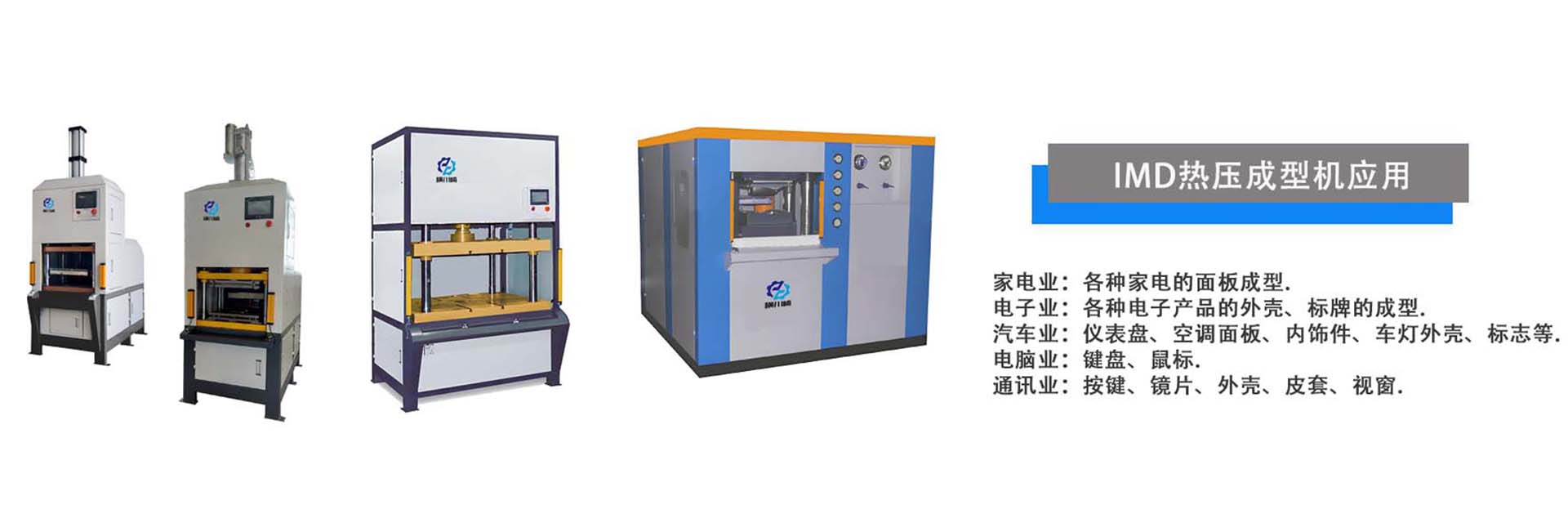
7.2 汽车与新能源
新能源汽车电池温控、座椅加热、方向盘加热和挡风玻璃除霜是石墨烯电热膜的重要应用方向。柔性薄膜可贴合电池包曲面,PTC自限温确保电池在最佳工作温度范围内安全运行。
7.3 智能穿戴与健康医疗
电加热服饰(背心、手套、护膝)、理疗敷贴、婴儿保温箱、手术台保温毯等产品利用石墨烯电热膜的超薄柔性特点和5-14μm远红外理疗波段,实现“采暖即养生”的健康功能。
7.4 工业应用
管道保温防冻、模具加热、反应釜恒温、低温烘干设备等工业场景对PTC自限温石墨烯电热膜的需求持续增长。其无人值守安全运行的特点,在石化、食品、制药等行业的工艺保温领域具有不可替代的优势。
八、技术挑战与发展展望
尽管PTC石墨烯电热膜丝印技术取得了显著进展,但仍面临若干技术挑战:
(1)PTC重现性:在多次冷热循环过程中,导电网络的不可逆重构可能导致PTC效应衰减。通过填料表面改性(硅烷偶联剂处理)和双组分聚合物基体设计,可有效抑制NTC效应,增强PTC重现性。
(2)印刷精度与均匀性:大面积卷对卷印刷中的对位精度和膜层厚度均匀性仍是量产瓶颈。下一代设备需实现±0.05mm级对位精度和自动化闭环张力控制。
(3)浆料-设备适配:市面90%的石墨烯导电浆料粘度与表面张力与现有设备标准窗口不匹配,需推动浆料标准化和设备-浆料协同优化。
(4)智能化升级:未来PTC石墨烯电热膜将从单一发热功能走向“智能热管理”系统,集成空气质量监测、人体存在感知、能源调度管理等AI功能,成为智慧家居和工业物联网的核心节点。
随着材料科学、精密印刷装备和人工智能技术的协同发展,PTC石墨烯电热膜丝印技术将在安全性、智能化和产业化方面持续突破,为绿色制造和智慧生活提供更加高效、安全、智能的热管理解决方案。
(本文所引用产品图片来源于网络,若有侵权请联系删除)
相关新闻
- 横川崎全自动丝印机,印刷高性能FSS 2026-06-12
- 横川崎全自动丝印机PTC石墨烯电热 2026-06-11
- 横川崎全自动丝印机NFC电子标签丝 2026-06-10
- 88显示膜片横川崎全自动卷对卷丝印 2026-06-09
- 血糖试纸横川崎全自动丝印机印刷工 2026-06-09
- 横川崎全自动丝印机,家电面板丝网 2026-06-08
- 横川崎丝印机:高端防伪怎么做?多色 2026-06-06
- 横川崎:FPC柔性电路板全自动卷对卷 2026-06-05
- 横川崎:硅胶厚膜热转印膜丝印工艺 2026-06-04
- 柔性电路碳浆丝印工艺全解析:材料、 2026-05-18

