
横川崎全自动丝印机刚性刮刀轻松印刷医用心脑电极片
分类:技术资讯 发布:横川崎 浏览:0
医用心脑电极丝印技术研究与应用
——横川崎全自动丝印机丝网印刷工艺在心电/脑电电极制造中的关键技术解析
一、行业概述
医用心脑电极是心电监护(ECG)和脑电检测(EEG)中不可或缺的关键耗材,广泛应用于医院心内科、神经内科、ICU病房以及家庭健康监测等场景。随着全球人口老龄化趋势加剧和可穿戴医疗设备的快速发展,一次性医用电极片的市场需求持续增长。据行业统计,全球医用电极市场规模已超过60亿美元,年复合增长率保持在6%以上。
丝网印刷技术(Screen Printing)作为医用电极制造的核心工艺之一,凭借其工艺成熟、成本可控、适合大批量生产等优势,成为Ag/AgCl导电层印制的首选方案。通过丝印工艺,可将银/氯化银浆料精确涂覆于柔性基材表面,形成具有优异生物相容性和电化学稳定性的导电界面,从而保证心电和脑电信号的高质量采集。
二、心脑电极的工作原理与临床应用
2.1 心电图(ECG)电极
心电图电极通过检测心脏搏动时产生的微弱生物电信号,实现对心律失常、心肌缺血等心脏疾病的诊断和监护。一次性心电电极片通常采用Ag/AgCl作为传感材料,其极化电位低、直流偏置小,能够准确采集0.05~150Hz频段的心电信号。临床使用中,电极片需在持续监测48小时内保持稳定的皮肤-电极界面阻抗,一般要求偏置电压不超过100mV,交流阻抗不超过3kΩ。

2.2 脑电图(EEG)电极
脑电图电极用于记录大脑皮层神经元的自发性电活动,是癫痫诊断、睡眠监测和脑功能评估的重要工具。与心电电极相比,脑电电极对信号灵敏度要求更高,需采集0.5~70Hz频段的微伏级脑电信号。一次性脑电电极同样采用Ag/AgCl导电层,但通常需要更小的接触面积和更低的界面阻抗。镀氯化银工艺使电极表面更均匀致密,即使氯化银镀层表面轻微磨损,纯银基底也能迅速形成新的AgCl层,保证信号采集的持续稳定性。

三、丝网印刷工艺在医用电极制造中的应用
3.1 丝印工艺原理
丝网印刷是一种孔版印刷技术,利用感光制版方法在丝网上形成图文通孔,刮刀在网版上施加压力使浆料通过通孔转移到承印物上。在医用电极制造中,丝印工艺主要用于在柔性基材上印制Ag/AgCl导电层和银导电轨道。该工艺具有墨层厚度可控(通常10~50μm)、印刷分辨率高(可达0.1mm线宽)、生产效率高等特点。
3.2 多层印刷结构
医用心脑电极片的多层印刷结构是其性能的关键保障。典型的印刷层次结构如下:第一层为基材层,选用医用级TPE(热塑性弹性体)、PU薄膜、泡棉或水刺无纺布等柔性材料,提供舒适的皮肤接触面;第二层为导电银浆轨道层,采用纯银浆料通过丝印形成导电路径,连接电极片与设备端扣;第三层为Ag/AgCl参比层,是电极的核心功能层,采用银/氯化银混合浆料印制,提供稳定的半电池电位;第四层为水凝胶层,通过涂覆或复合工艺覆盖在Ag/AgCl层上,实现与皮肤的良好接触和离子传导。

3.3 丝印工艺关键参数
丝印工艺的质量直接影响电极片的电学性能。以下为关键工艺参数:网版目数通常选用157~230目单丝聚酯网版,目数越高印刷精度越高但墨层越薄;刮刀硬度建议使用65~75 Shore A的聚氨酯刮刀,硬度越高印刷墨层越薄、边缘越锐利;印刷间隙控制在2~4mm,间隙过大会导致浆料铺展不均,过小则容易粘版;干燥条件根据浆料类型选择,热固化型银浆需在120~150°C下烘烤15~30分钟,UV固化型则需在紫外灯下曝光5~15秒。
四、Ag/AgCl导电浆料的技术要求与选型
Ag/AgCl导电浆料是医用电极丝印工艺中最核心的功能材料,其配方和性能直接决定电极的电化学稳定性与信号质量。以业界广泛应用的贺利氏(Heraeus)AGCL-1134型Ag/AgCl浆料为例,其关键技术参数如下:银/氯化银配比为50/50,该配比在极化电位稳定性和导电性之间取得最佳平衡;表面电阻率低于0.050 Ω/sq/mil,确保信号传输的低损耗;推荐粘度范围为8~20 Kcps,兼顾印刷适性和浆料渗透控制;推荐网版为157~230目单丝聚酯网版,印刷后干膜厚度约为15~25μm。
在浆料选型时,需重点关注以下性能指标:生物相容性——浆料固化后需通过ISO 10993细胞毒性、致敏和刺激测试;附着力——在TPE/PU基材上的划格法附着力应达到4B以上;耐盐雾性——在模拟汗液环境中浸泡48小时后,导电层不应出现脱落或性能退化;固化条件——需与基材的耐温性匹配,泡棉类基材通常不能承受超过120°C的高温。
五、丝印设备与工艺装备
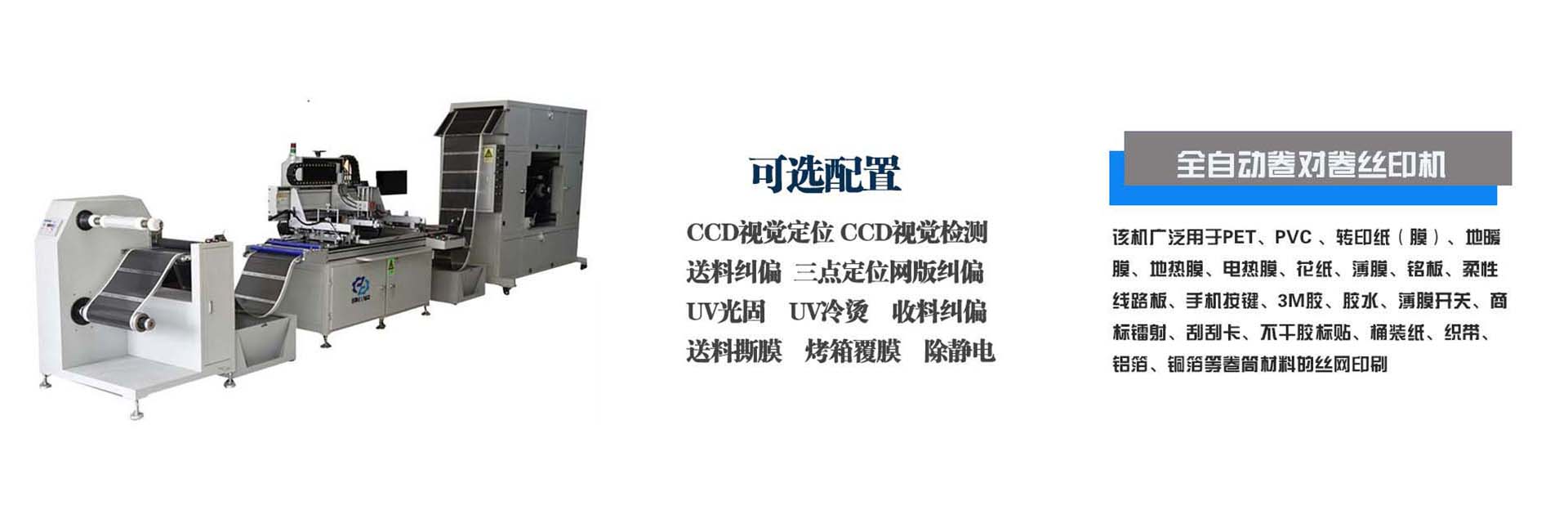
医用心脑电极的丝印设备需满足高精度、高效率和洁净生产的要求。目前市场上的主流设备可分为半自动丝印机和全自动卷对卷丝印机两大类。半自动丝印机适合小批量多品种的生产模式,操作灵活,设备投资较低;全自动卷对卷丝印机则适合大规模连续生产,能够实现基材放卷、印刷、烘干、收卷的一体化操作,生产效率显著提升。
国内主要的丝印设备供应商深圳市横川崎科技有限公司http://www.szhcqjm.com研发的(HCQ系列320全自动丝印机)。横川崎HCQ-520型全自动丝印机支持卷对卷连续印刷,印刷精度可达±0.02-±0.05mm,刚性刮刀无需气源,CCD视觉自动对版技术适用于Ag/AgCl浆料的多色套印工艺。横川崎品牌的丝印机在生物医疗领域也有广泛应用,可满足精密印刷需求。

横川崎全自动丝网印刷机设备
在电极片生产线的完整配置中,除丝印机外还需配备以下辅助设备:模切机——用于将印刷好的大片电极片冲切成单个成品,常见的有平压平模切机和圆压圆模切机;复合机——将水凝胶层与印刷基材贴合,要求对位精度高、气泡少;包装机——实现电极片的自动装袋和密封包装,保持产品无菌状态;以及涂布机、分条机、检测设备等。厦门钧晟智能科技等企业可提供心电电极片的成套生产设备解决方案。
六、质量控制与行业标准
医用心脑电极片属于二类医疗器械,其生产必须符合ISO 13485医疗器械质量管理体系要求。在丝印工艺的质量控制方面,需要建立从原材料检验到成品出厂的全流程质控体系。
原材料检验:Ag/AgCl浆料需每批次检测粘度、细度、固含量和导电率,基材需检测厚度均匀性、表面张力和生物相容性。过程检验:丝印后需检测导电层的方阻值(一般要求≤0.05Ω/□)、附着力(划格法4B以上)、厚度均匀性(变异系数CV≤10%)和外观质量(无针孔、毛刺、缺印等缺陷)。成品检验:按照YY/T 0196和ANSI/AAMI EC12标准,需进行交流阻抗、直流偏置电压、偏置电压稳定性和模拟除颤恢复等四项电学性能测试。
在产品标识和使用规范方面,一次性医用电极片需标明生产日期、有效期(通常2~5年)、储存条件(5~30°C,相对湿度≤80%)、连续使用时间限制(不超过48小时)等关键信息。以英科医疗的SF系列泡棉电极为例,产品规格覆盖36×44mm至60×60mm等多种尺寸,SM系列透气纸电极则更适合长时间佩戴的监护场景。
七、发展趋势与展望
医用心脑电极丝印技术正朝着高精度、多功能和智能化的方向发展,主要体现在以下几个方面:
第一,柔性印刷电子技术的应用。随着可穿戴医疗设备的兴起,传统的刚性电极正在向超薄柔性电极演进。采用纳米银线和导电聚合物等新型导电材料,配合精密丝印工艺,可以实现在PET、TPU等超薄柔性基材上的高分辨率印刷,为柔性心电贴片和脑电头带等创新产品提供制造基础。
第二,丝印设备的智能化升级。新一代全自动丝印机集成了CCD视觉对位系统、在线厚度检测和AI缺陷识别功能,印刷精度已提升至±0.02mm,良品率可达99.5%以上。卷对卷连续印刷技术的成熟,使得单条产线的日产能可达到50万片以上。
第三,绿色制造与可持续发展。水性Ag/AgCl浆料的研发正在推进,旨在替代传统溶剂型浆料,降低VOC排放。同时,可降解基材(如PLA薄膜、天然纤维无纺布)的应用探索也在进行中,有望减少医用耗材对环境的影响。
第四,多功能集成电极的开发。通过丝印工艺在单一基材上集成心电、脑电、肌电等多种传感功能,配合无线传输模块,可实现多参数生理信号的同步采集。这类集成电极对丝印工艺的多色套印精度和层间绝缘性提出了更高要求。
本文所引用产品图片来源于网络,若有侵权请联系删除
下一篇:返回列表
相关新闻
- 横川崎全自动丝印机刚性刮刀轻松印 2026-06-13
- 横川崎全自动丝印机,印刷高性能FSS 2026-06-12
- 横川崎全自动丝印机PTC石墨烯电热 2026-06-11
- 横川崎全自动丝印机NFC电子标签丝 2026-06-10
- 88显示膜片横川崎全自动卷对卷丝印 2026-06-09
- 血糖试纸横川崎全自动丝印机印刷工 2026-06-09
- 横川崎全自动丝印机,家电面板丝网 2026-06-08
- 横川崎丝印机:高端防伪怎么做?多色 2026-06-06
- 横川崎:FPC柔性电路板全自动卷对卷 2026-06-05
- 横川崎:硅胶厚膜热转印膜丝印工艺 2026-06-04

